Ausgangsmaterial
Links ein definiertes Volumen, rechts Stangenmaterial als Startpunkt.
Kaltfließpressen statt Vollzerspanung prüfen
Kaltfließpressen formt Material gezielt in Wandungen, Bünde und Hohlräume – statt große Teile davon zu zerspanen. Bei passender Geometrie und Serie entsteht ein endkonturnaher Rohling, der nur an Funktionsflächen CNC-bearbeitet wird.
Potenzial für weniger Rohmaterial, weniger Späne und kürzere Bearbeitungszeit.

Drei Schritte · zwei Materialwege
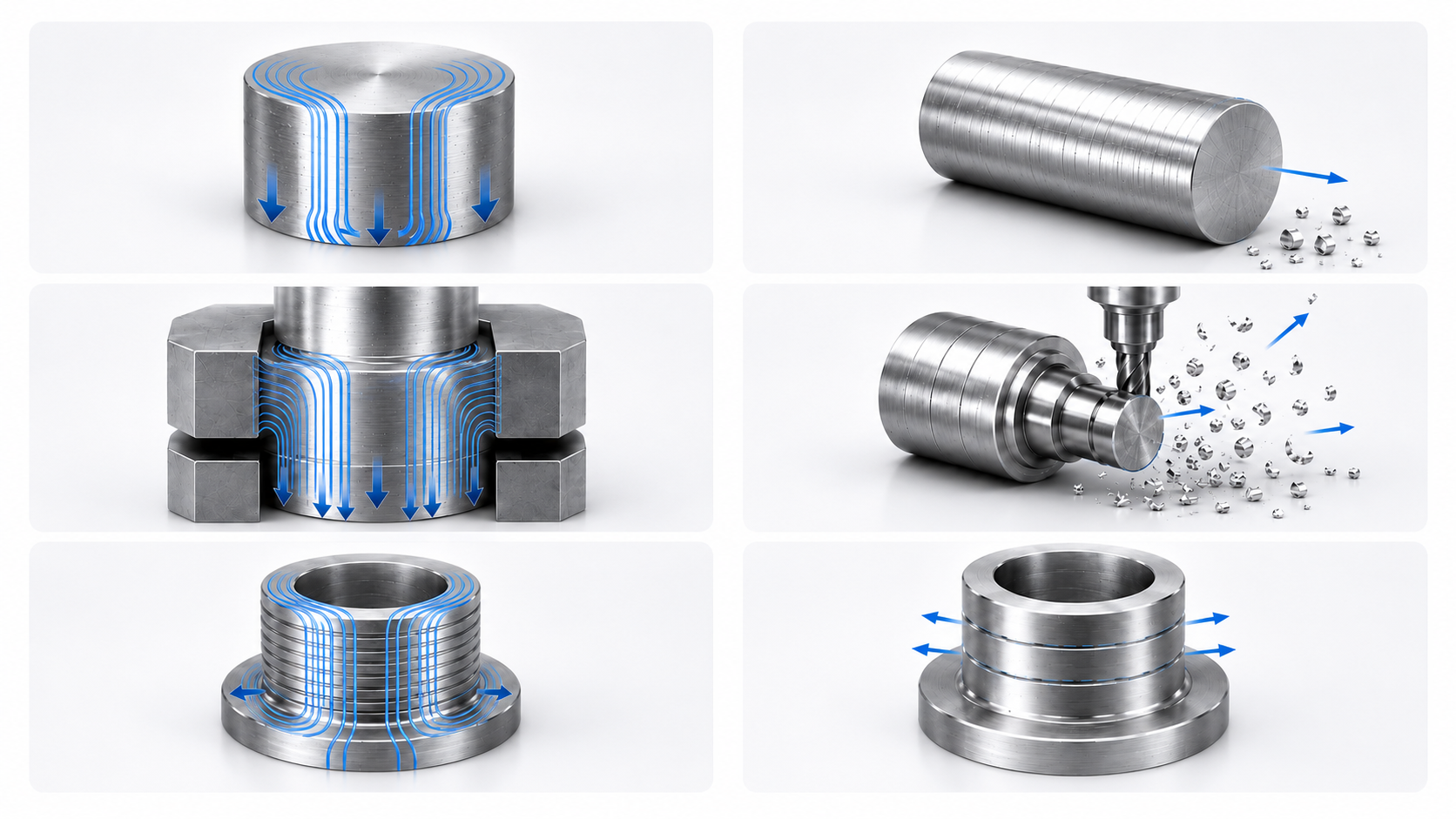
Links ein definiertes Volumen, rechts Stangenmaterial als Startpunkt.
Kaltfließpressen verlagert Material. CNC legt die Form durch Abtrag frei.
Near-net-shape-Grundform und gezielte Bearbeitung von Funktionsflächen.
CNC startet oft mit niedrigerem Startaufwand. Kaltfließpressen hat Werkzeugkosten am Anfang und kann bei Serie Potenzial entwickeln.
Zusatzwerte: CNC-Rohmaterial –, Kaltfließpress-Rohmaterial –.
Schnellcheck
Hohlräume, Bünde, Stufen, wechselnde Durchmesser, Innenkonturen oder volumenintensive Bereiche.
Stabile Jahresmengen und wiederkehrende Bedarfe, bei denen Werkzeugkosten bewertbar werden.
Funktionsflächen, Gewinde, Toleranzen und Oberflächen werden gezielt weiterbearbeitet.
Verfahren verstehen
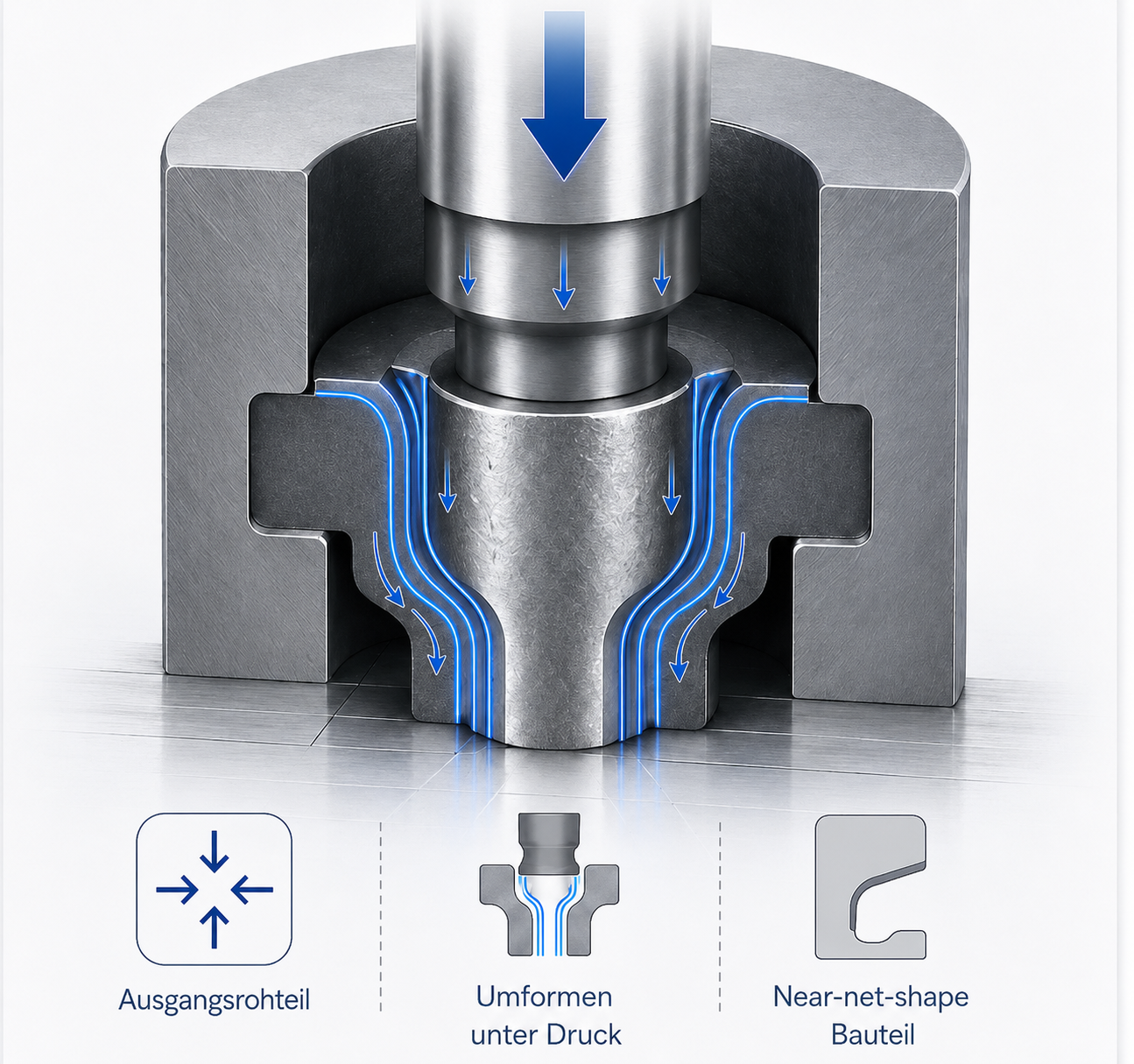
Volumen wandert in Wandung, Bund, Hohlraum oder Durchmesserbereiche.
Die Grundgeometrie entsteht nahe an der Zielkontur.
CNC bleibt dort sinnvoll, wo Funktion, Toleranz, Gewinde oder Oberfläche es verlangen.
Wirtschaftlichkeit
100 g Rohmaterial werden zu 38 g Fertigteil und 62 g Spänen.
41 g Rohmaterial werden zu 38 g Fertigteil und 3 g Rest.
Beispielprodukte

Seriennahe Hohl- und Hülsengeometrien mit Material- und Nacharbeitspotenzial.
Absätze, Bundbereiche und Funktionsgewinde als typische Prüfmerkmale.
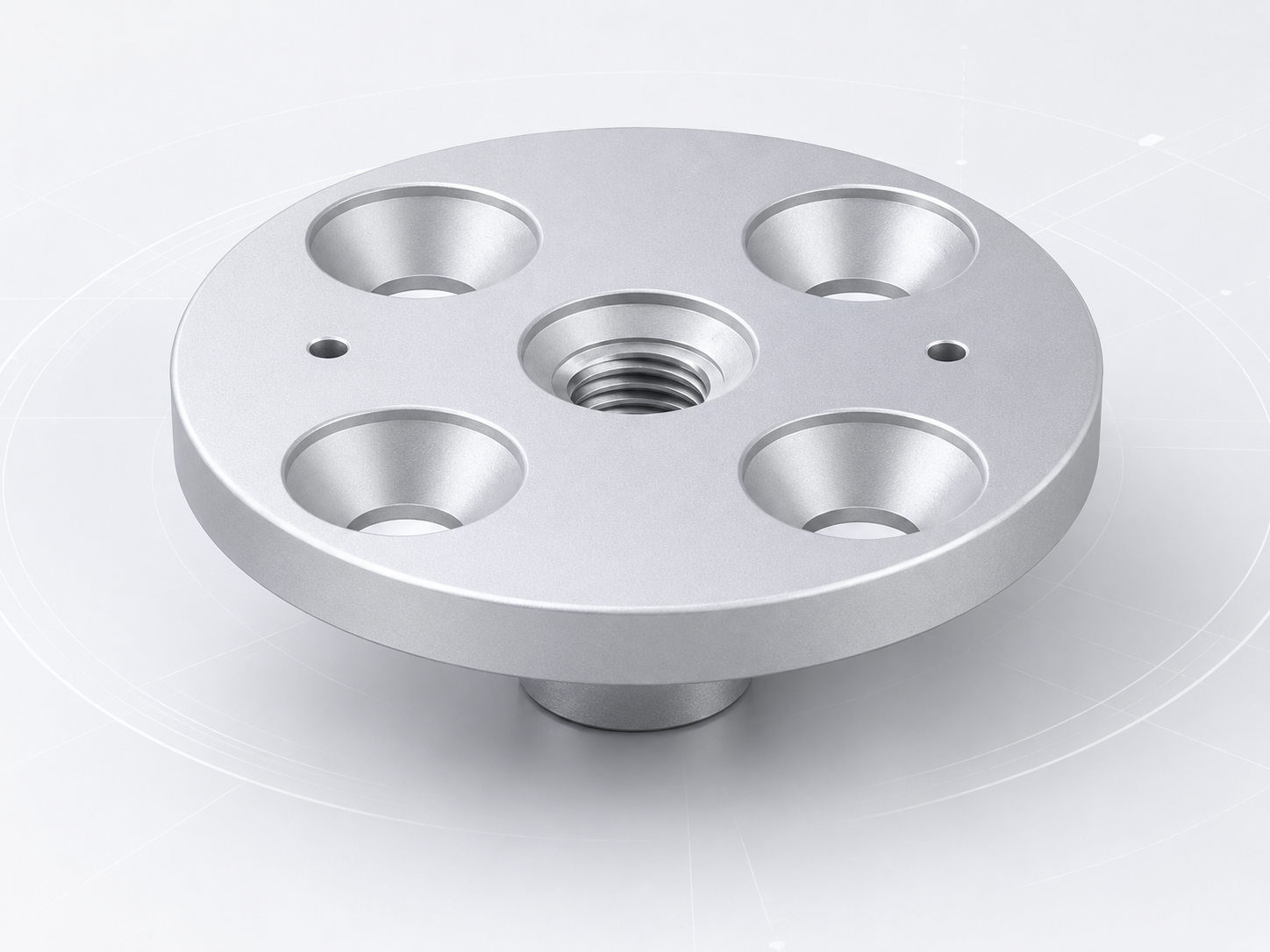
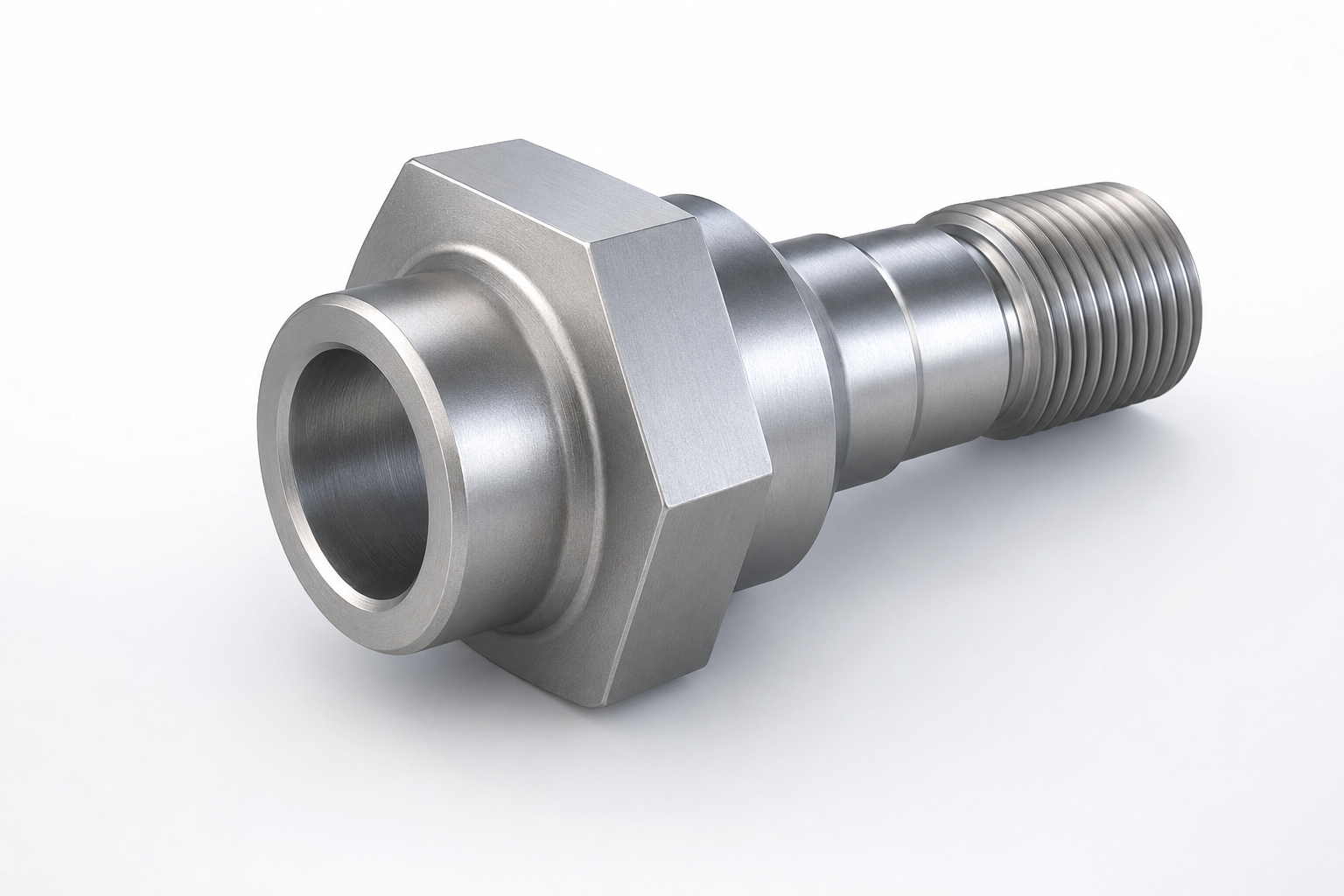
Robuste Verbindungselemente mit Bohrungen, Senkungen und zentraler Funktion.
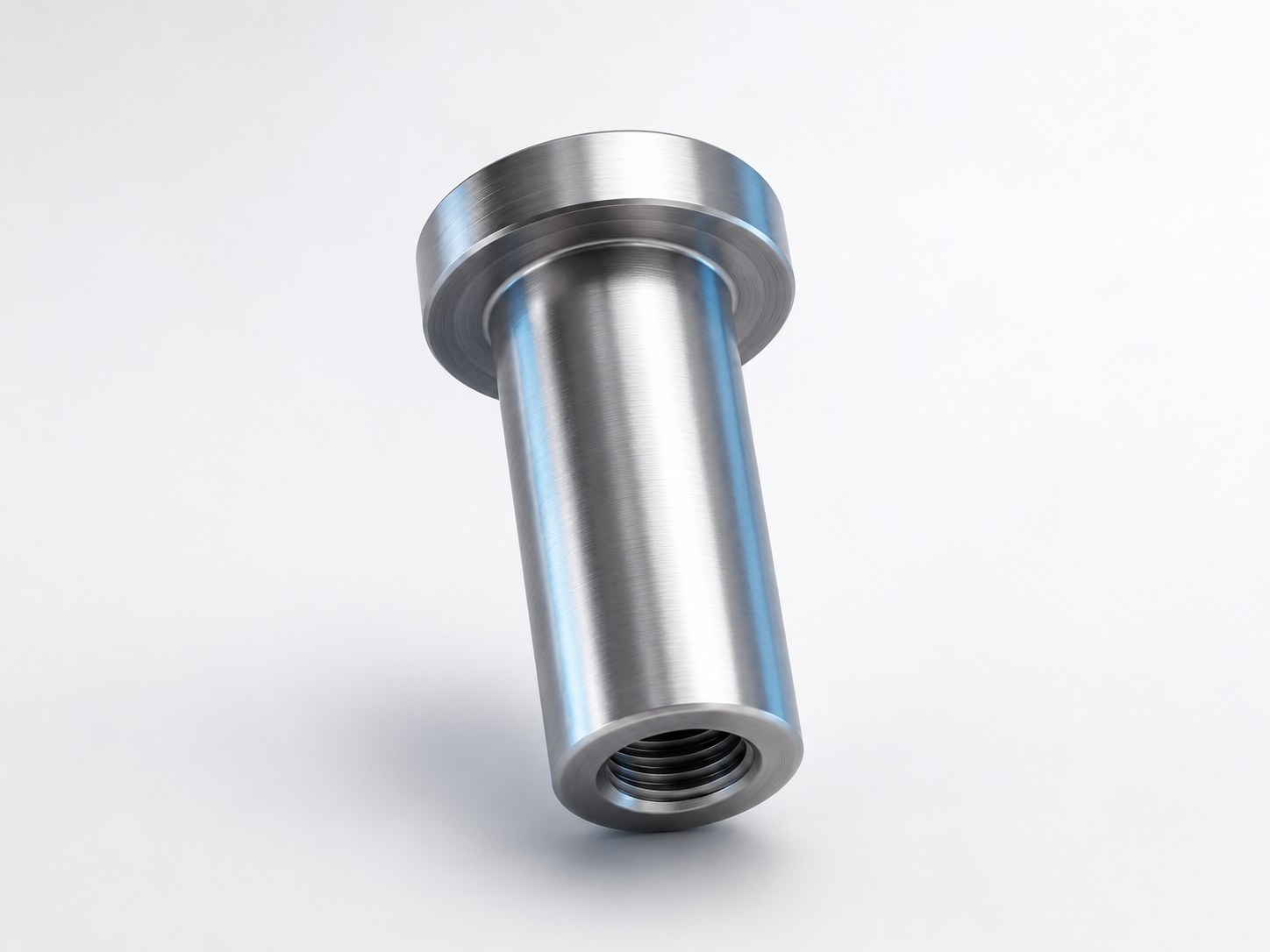
Hohlkörper mit Funktionsgewinde und gezielter Bearbeitung der Kontaktflächen.

Lange rotationssymmetrische Bauteile mit Absätzen, Schultern oder Endfunktionen.

Kompakte Bauteile, bei denen Grundform und Nacharbeit getrennt bewertet werden.
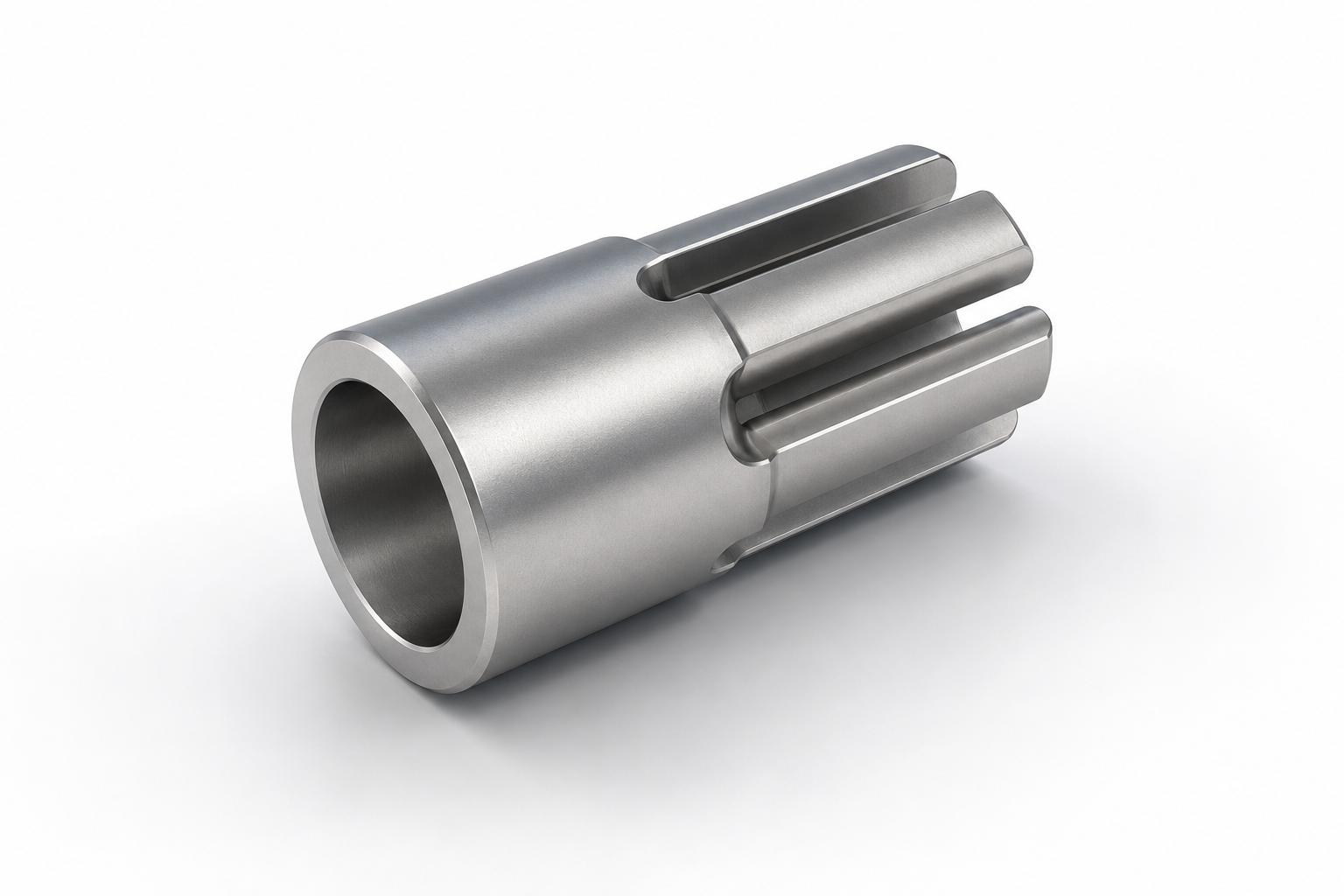
Beispielhafte Hohlgeometrie mit Innenkontur, Längsnuten und mehreren Funktionszonen.

Beispielhafte Sondergeometrie mit Bohrung, Flächen, Stufen und abgestuften Bereichen.
Direkter Kernvergleich

Links im Bild: Material wird unter Druck in die Kontur verlagert. Potenzial bei geeigneter Geometrie, geeignetem Werkstoff und stabiler Serie.
Rechts im Bild: Material wird spanend abgetragen. Wichtig für Prototypen, kleine Serien, Änderungen, Funktionsflächen, Gewinde, Toleranzen und besondere Oberflächen.
Kontakt
Für eine erste Einschätzung reichen meist wenige Informationen. Entscheidend ist die Kombination aus Geometrie, Material, Funktion und Jahresmenge.
Michael Renninger
MD · Renninger Industrievertretungen
Flöttlinstorstr. 13 · 78628 Rottweil
+49 (0)162 484 18 18
michael.renninger@metal-forming.eu